
خدمات جوشکاری آهن co2
فرآیند جوشکاری را می توان روی انواع قطعات فلزی یا غیرفلزی انجام داد. در صنایع مجد، جوشکاری آهن با دقت و کیفیت بی نظیری انجام می شود. کیفیت جوشکاری فلزات در صنایع مجد ضمانت اجرایی دارد که باعث شده است مشتریان کارخانه صنایع مجد به مشتریان وفادار تبدیل شوند. علاوه بر جوشکاری، سوراخکاری آهن، ماشین کاری قطعات فلزی و … انجام می شود.
خدمات جوشکاری در تهران | جوشکاری CO2 چهاردانگه
خدمات جوشکاری صنعتی شامل جوشکاری فلزات، تعمیرات جوشکاری، و ساخت و تولید قطعات فلزی با استفاده از فرآیندهای مختلف جوشکاری میشود. این خدمات میتوانند در صنایع مختلفی از جمله خودروسازی، ساخت و ساز، صنایع دریایی و صنایع فلزی مورد استفاده قرار بگیرند. در تهران، شما میتوانید از خدمات جوشکاری صنعتی برای تعمیرات و ساخت قطعات فلزی استفاده کنید. برخی از شرکتها و کارگاههای جوشکاری صنعتی در تهران میتوانند خدمات جوشکاری MIG، TIG، آرگون، الکتریکی و… را ارائه دهند. برای دریافت یک مشاوره حرفه ای علاوه بر خدمات جوشکاری صنعتی برای خدمات تراشکاری در تهران، خدمات سنگین تراش و …، می توانید با کارشناسان صنایع مجد با شماره های ۰۲۱۵۵۲۵۹۷۴۸ و ۰۹۱۲۵۰۹۴۹۹۳ تماس بگیرید و از مشاوره رایگان تیم مجد بهره مند شوید.
ثبت مشاوره رایگان خدمات کارخانه صنایع مجد

خدمات جوشکاری CO2 صنایع مجد
روش جوشکاری CO2، یکی از روش های پرطرفدار و جدید جوشکاری است که کاربردهای گسترده ای در حوزه های مختلف دارد. در سایت صنایع مجد به بررسی تمام موارد و نکات مهمی که در خصوص این روش وجود داشت، پرداخته شد. سرعت بالا، هزینه کم و مقاومت بالای جوشکاری با گاز دی اکسید کربن، مهمترین دلایل استفاده از آن در بسیاری از بخشهای صنعتی شده است. کارخانه صنایع مجد با ارائه خدمات جوشکاری CO2 در چهاردانگه با متخصصین مجرب این حوزه سالهاست که جوشکاری CO2 با بالاترین کیفیت را انجام می دهد. برای دریافت مشاوره رایگان ارائه خدمات با شماره های ۰۲۱۵۵۲۵۹۷۴۸ و ۰۹۱۲۵۰۹۴۹۹۳ تماس بگیرید.
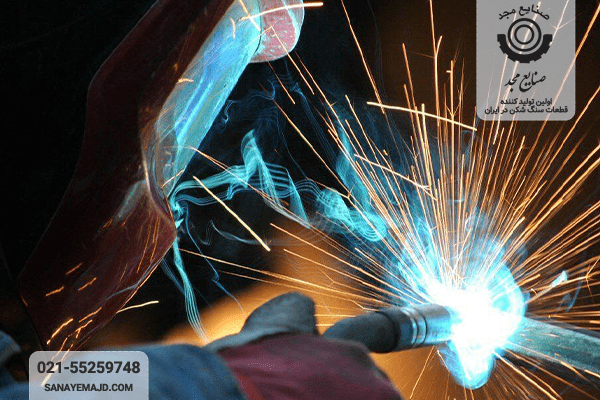
جوشکاریCO2
استفاده از ابزارها و روش های پیشرفته در حوزه جوشکاری باعث شده تا اجرای کارهای مختلف در کوتاه ترین زمان ممکن صورت گیرد. امروزه برای جوش فلزات مختلف نیاز به حمل دستگاه ها و ابزارآلات سنگین جوشکاری نیست. به کمک روش ها و دستگاه های مدرن، می توان جوش های بسیار محکمی ایجاد کرد.
جوشکاری فلزات با CO2
جوشکاری CO2 یکی از روشهای جوش قوس الکتریکی به شمار میآید که گاز دی اکسید کربن به عنوان گاز محافظ در این فرآیند استفاده میشود. این روش برای جوشکاری فولادهای نازک و انواع ورق های فلزی که ضخامت کمی دارند به کار می رود. برای اجرای این روش جوشکاری از دستگاه های مخصوصی استفاده می شود که شرایط جوشکاری با گاز دی اکسید کربن را دارند. کاربرد بالای این روش به دلیل مزیت های بسیار زیاد آن است که در ادامه به توضیح بیشتر آن خواهیم پرداخت.
کارگاه جوشکاری CO2 | کاربرد جوشکاری CO2
یکی از پرکاربردترین روش های جوشکاری در صنایع و حوزه های مختلف صنعتی، جوشکاری CO2 می باشد. از این روش برای اتصال انواع فلزات سخت و غیر سخت در ضخامت های گوناگون استفاده می شود. از مهمترین دلایل کاربرد این روش جوشکاری، مقاومت و سرعت بالای آن می باشد. در ادامه به برخی از مهمترین کاربردهای این روش جوشکاری خواهیم پرداخت.
- استفاده از آن در صنعت خودروسازی: فلزاتی که در بدنه خودروها استفاده می شوند دارای ضخامت کمی بوده و همین امر نیز زمینه استفاده از جوشکاری CO2 را فراهم کرده است. به کمک این روش، می توان بخش های مختلف بدنه خودرو را با بهترین کیفیت و سرعت بالا به یکدیگر متصل کرد.
- کاربرد آن در بخش ساختمانی: با توجه به حساسیت بالای این بخش، اتصال قطعات باید مقاوم باشد. جهت بالا بردن مقاومت محل اتصال فلزات و سرعت اجرای کار، جوشکاری با گاز دی اکسید کربن در بخش های ساختمانی کاربرد بسیار بالایی دارد.
- استفاده از جوشکاری CO2 در صنعت نفت و گاز: لوله های فولادی که در این حوزه ها به کار می روند باید دارای مقاومت جوش بالایی باشند. مقاومت بالای جوشکاری با گاز دی اکسید کربن باعث می شود تا محل اتصال، در برابر رطوبت، فشار و دما ماندگاری بالایی داشته باشد.
- بخش کشتی سازی: برای ساخت بدنه کشتی ها، فلزات مختلفی در ابعاد بزرگ و کوچک استفاده می شود که محل اتصال آنها باید مقاومت و ماندگاری بالایی داشته باشد. به کمک جوشکاری CO2، محصل اتصال فلزات بدنه کشتی دارای مقاومت لازم در برابر آب و رطوبت است.
اجزای جوشکاری CO2
در جوشکاری CO2 نیز مانند سایر روش های جوش، نیازمند ابزارها و دستگاه های خاص است. اینورترهای خاصی برای اجرای جوشکاری با گاز دی اکسید کربن به کار می روند که از اجزای مختلفی ساخته شده اند. اجزای اصلی این دستگاه ها شامل موارد زیر می باشند:
- منبع نیروی دستگاه: با استفاده از منبع نیروی مناسب از یک ولتاژ استاندارد برای اجرای جوشکاری استفاده می شود.
- سیستم تغذیه سیم: به عنوان منبع تغذیه سیم جوش به کار می رود که سرعت ثابتی دارد.
- مشعل: وظیفه انتقال گاز دی اکسید کربن یا جریان مورد نظر را از منبع تغذیه به محل جوشکاری بر عهده دارد.
- مخزن سیم: سیم جوش به دور این مخزن پیچیده می شود.
- سیم جوش: در جنس های مختلف با توجه به نوع قطعه جوشکاری استفاده می شود که جهت پر کردن فضاهای خالی به کار می رود.
- منبع گاز: منبع مورد نیاز برای جوشکاری CO2 است.
- گیره اتصال: جهت اتصال بین مشعل و قطعه مورد نظر به کار می رود که باعث راحتی عملیات جوشکاری می شود.

روش جوشکاری CO2
کاربرد و روش جوشکاری CO2 به شکل های مختلف و با توجه به نوع قطعه، متغیر است. به کمک این روش می توان قطعات مختلف فلزات را به یکدیگر متصل کرد.
پروسه جوشکاری آهن آلات
پروسه جوشکاری آهنآلات میتواند به انواع مختلفی صورت بگیرد. تکنیکهایی مانند جوشکاری الکتریکی (مانند جوشکاری قوسی فلزات)، جوشکاری گازی (مانند جوشکاری اکسیژن – اسکرین)، جوشکاری میگ و جوشکاری تیگ میتواند برای جوشکاری قطعات آهنآلات استفاده شود. انتخاب روش مناسب بستگی به نوع و ضخامت آهنآلات، محلول جوش، محیط و شرایط کاری دارد. پروسه جوشکاری برای هر فلزی به شرایط خاصی که آن فلز دارای آن می باشد، بستگی دارد. اما برخی از فلزات به دلیل ویژگیهای خاص خود میتوانند دشواریهایی را در جوشکاری ایجاد کنند.
در هر صورت، استفاده از تکنیکهای مناسب جوشکاری و مهارت فنی در انجام دادن کارهای جوشکاری میتواند به حل مشکلات مربوط به جوشکاری فلزات کمک کند.
سوالات متداول جوشکاری آهن
صنایع مجد چگونه کالای خود را ضمانت می کند؟
تمام تولیدات کارخانه صنایع مجد از لحاظ متریال و ماشین کاری ضمانت داشته و بنا به درخواست مشتری و نوع عملیات و متریال، ضمانت های لازم ارائه خواهد شد.
خرید قطعات و سفارش آن ها در صنایع مجد به چه صورت می باشد؟
برای خرید قطعات، سفارش آن ها و دریافت خدمات سوراخکاری، خدمات رزوه کاری و … می توانید به صورت تلفنی با شماره های ۰۲۱۵۵۲۵۹۷۴۸ و ۰۹۱۲۵۰۹۴۹۹۳ تماس گرفته و یا حضوری به دفتر کارخانه صنایع مجد مراجعه کنید.
آیا امکان ارسال به شهرستان نیز دارید؟
ارسال بار به سرتاسر ایران و کشورهای همجوار انجام خواهد شد.
در یک پروژه جوشکاری چه پروسه ای برای فرآیند آن طی می شود؟
برای به دست آوردن فرآیند پروسه جوشکاری ابتدا مهندس جوش طبق استاندارد های موجود یک WPS (Welding procedure Specification) تعریف می کند که با استفاده از آن دستورالعمل جوشکاری مشخص می شود و پروژه بر طبق آن پیش می رود.
معمولا از چه روش های جوشکاری استفاده می شود؟
- جوشکاری با اصطکاکی
- جوشکاری مقاومتی
- جوشکاری قوسی الکتریکی زیرپودری
- جوشکاری قوسی الکتریکی توپودری
در جوشکاری ورقه های فولادی چه عواملی بر کیفیت جوش تاثیر دارند؟
نوع الکترود مورد استفاده، جریان جوش، سرعت پیشروی الکترود، ولتاژ جوش و … از عواملی هستند که بر روی کیفیت جوش تاثیر می گذارند.
در کارگاه جوشکاری معمولا چه فعالیت هایی انجام می شود؟
برشکاری آهن، ماشین کاری قطعات فلزی، جوشکاری و … از جمله فعالیت های انجام شده در کارگاه های جوشکاری هستند.
در کل چند نوع فرآیند جوشکاری داریم؟
فرآیندهای جوشکاری معمولا به دو دسته ذوبی و غیرذوبی تقسیم می شوند.
متداول ترین روش جوشکاری در کارگاه ها چیست؟
جوشکاری با الکترود روپوش دار، به دلیل استفاده از تجهیزات نسبتاٌ ساده و ارزان قیمت معمولا متداول ترین روش جوشکاری در کارگاه ها می باشد.
کاربرد جوشکاری با قوس الکتریکی و گاز محافظ در چه صنایعی است؟
از این روش ها در اتومبیل سازی ، واگن سازی ، کشتی سازی و سایر سازه های فلزی می توان استفاده کرد.
استفاده از باد در کدام روش جوشکاری امکان پذیر است؟
در روش جوشکاری مقاومتی می توان از جریان باد استفاده کرد.